

Turbine Blade
Quality Assurance and Product Definition For the Power Generation Industry
Measuring Systems: ATOS
Today’s challenges in the turbine industry to meet the ever growing requirement to manufacture parts faster, on schedule, and at reduced costs, it has become apparent to industry experts that traditional methods of inspection are now too slow and inadequate to achieve the required results. With the increasing complexity of Air Foils, Nozzles, and Impellers, simple methods of inspection are no longer acceptable. To overcome these challenges, Casting and Forging companies are now turning to Digital Inspection using Automation. Until recently the accuracy demand within the Power Generation industry precluded the use of such data collection devices. Now, with the release of the ATOS II and ATOS III measurement systems, both the accuracy and automation needs have been addressed
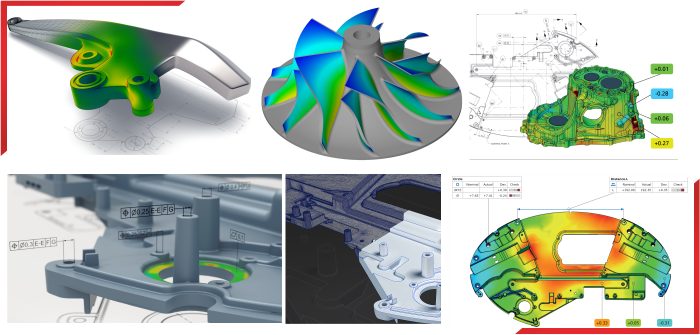
Casting companies using the ATOS scanners in conjunction with an automated turn table are able to inspect 70 plus parts in an eight hour shift. These inspections are not traditional by any means; they include Airfoil Contours, Leading and Trailing Edges, Root, and Tip geometry. The data is collected and processed using macros in just minutes per part. A report is generated that includes Color Contour Plots showing deviations from CAD to “As Built” condition, “Go, NO Go” Locations, Cross Sectional Data, and traditional XYZ Inspection Locations as with CMM’s.
For nozzle assembly applications, it is critical to measure the entire assembly to find the minimum distance between the trailing edge of each vane and the face of the adjacent vane. This information is used to determine the throat area which, in turn, is used to calculate the total airflow volume through the engine. This information is directly correlated to engine efficiency
The Process
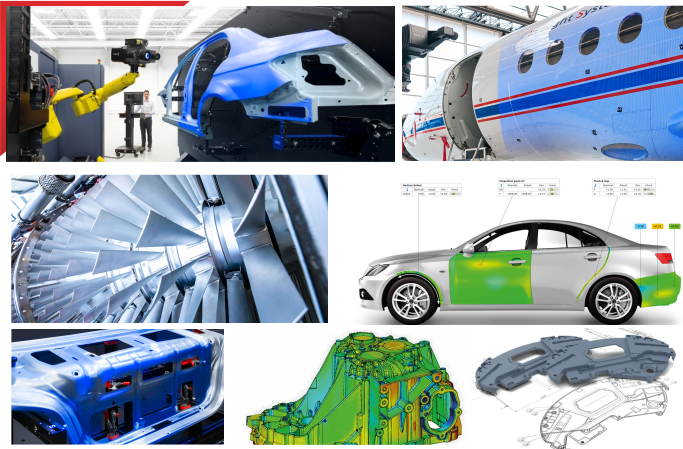
First, the part is loaded into a fixture frame that has pre-measured reference points on it Next, a macro is executed, which defines file directory, part name, what data to process, and initiates the scan process. The system automatically generates inspection reports that have been pre-defined to meet the requirements of the specific components. Because many different part sizes are scanned on a daily basis, different size reference frames are produced and measured with TRITOP to provide optimal results. In some cases, special fixtures have been designed to hold up to four parts, thus further speeding up inspection times. With this multiple part inspection, QA departments are able to acquire XYZ inspection locations, Airfoil Contours, Root, and Tip Geometry
Return On Investment
Since Forging and Casting companies have started using the ATOS II & III scanners, they have seen a decrease in the time needed for part inspections, thus increasing the throughput within the quality departments. Example: In the past using traditional inspection methods, on a production run, parts were inspected, capturing only 16 key points. Now by using the ATOS scanner, parts are inspected capturing 85% of the entire blade and 100% of the relevant areas. With the ability to provide a more thorough inspection, our clients are able to identify problems in unexpected areas, trends in part shrinkage, airfoil twist and mold wear. With this newly available information, manufactures are able to change Molds in more of a real time process and in some cases cut new part implementation times in half.
We thank Capture 3D and their customers to give us insight into the high end Quality Control of power generation components and assemblies.
© 2022. APM Technologies 3D Pvt Ltd
Copyright © 2022. All rights reserved